
La progettazione dei prodotti si sta spingendo verso componenti sempre più complessi e leggeri. In particolare, l’evoluzione dell’elettrico nel campo automotive sta alzando drasticamente l’asticella sulle prestazioni dei componenti telaistici di maggiori dimensioni caratterizzati da minori spessori delle pareti, sagome complesse e tolleranze molto contenute.
Tali aspetti incidono anche sulla possibile insorgenza di tensioni e deformazioni residue derivanti dal processo produttivo, problematiche che possono influenzare il corretto assemblaggio delle parti e la performance del componente in esercizio.
Simulazione di tensioni e deformazioni nei getti di fusione
A tal proposito la simulazione diventa uno strumento utile per prevedere tutte le informazioni collegate alla qualità del componente tra le quali appunto anche le tensioni e deformazioni residue a fine processo.
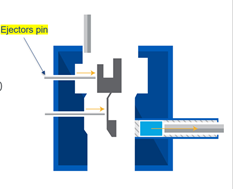
Nei getti di fusione una delle principali cause di insorgenza di tensioni e deformazioni residue è solitamente associata ad un non omogeneo raffreddamento del componente dovuto alla sua geometria. Si aggiungono, inoltre, i vincoli con lo stampo durante la fase di solidificazione e raffreddamento che potrebbero indurre delle pressioni di contatto particolarmente elevate in alcune zone del pezzo, tali da contrastare l’espulsione dello stesso.
A fronte di questo intimo contatto pezzo-stampo, l’espulsione agevolata dagli estrattori, se mal posizionati, potrebbe provocare delle deformazioni sul componente in quanto la lega trovandosi ad una temperatura abbastanza elevata (circa 300 °C- 350 °C) è caratterizzata da una bassa resistenza meccanica.
Il controllo delle tensioni e deformazioni residue sopra descritte può avvenire con tecniche manuali a valle del processo produttivo, ad esempio raddrizzature con maschere o riprese delle dimensioni grazie a lavorazioni di specifici sovrametalli, oppure alternativamente la simulazione virtuale offre la possibilità di prevedere in anticipo tali problematiche individuando anche le opportune azioni correttive da adottare.
Partendo dalla simulazione a regime termico, che fotografa la realtà produttiva, è possibile studiare l’evoluzione termica del componente nelle varie fasi del ciclo produttivo dal riempimento alla solidificazione, all’apertura dello stampo con gli step di lubrifica e soffiatura tenendo in considerazione l’effetto dei circuiti di termoregolazione fino all’estrazione e al successivo raffreddamento in acqua come rappresentato nel caso oggetto di studio riportato di seguito.

All’analisi termica è possibile associare un’analisi di stress del pezzo già in fase di progettazione dello stampo ed individuare gli step più critici del processo produttivo che maggiormente contribuiscono a deformare e tensionare il pezzo prodotto.
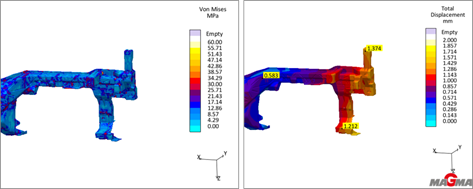
Distribuzione delle tensioni e deformazioni dopo estrazione
E’ possibile di conseguenza valutare virtualmente l’effetto delle variazioni apportate alla geometria del componente piuttosto che delle attrezzature necessarie a produrlo, modificando in particolare il sistema di colata e di sfiato, o intervenendo sulla termica dello stampo variando l’efficienza del sistema di termoregolazione, i tempi ciclo che governano le fasi di apertura, le fasi di lubrifica e soffiatura.
Anche il processo di estrazione può essere considerato prendendo in esame la pressione di contatto pezzo - stampo e quella esercitata dagli estrattori sul componente, valutando l’efficienza dei vari estrattori in fase di spinta identificando quali siano fondamentali nell’espulsione del getto dagli stampi.
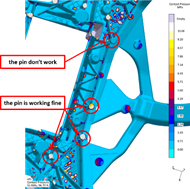
Pressione di contatto durante l’estrazione
Si può, inoltre, affiancare un’ottimizzazione virtuale del numero e della posizione degli estrattori al fine di ridurre alcune problematiche di deformazione dovute all’estrazione. Osservando, ad esempio, le due configurazioni estreme A e B relativamente al posizionamento degli estrattori è possibile notare l’impatto sulla deformata del pezzo che risulta decisamente più omogenea nel caso A come illustrato.
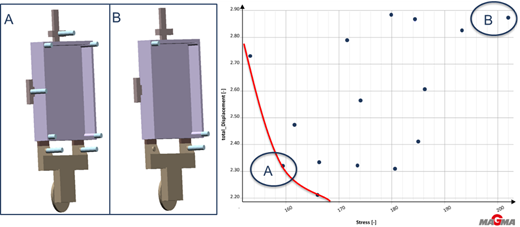
Ottimizzazione posizionamento degli estrattori
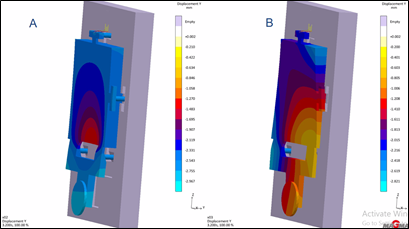
Deformata del componente configurazione A e B degli estrattori
Per concludere possiamo affermare che la simulazione sta diventando uno strumento di fondamentale importanza già in fase di progettazione di prodotto e processo non solo per la valutazione dei classici difetti legati al processo di pressocolata (come ad esempio inglobamenti d’aria, porosità da ritiro e giunti freddi) ma anche per ridurre problematiche di distorsioni e tensioni residue. Quest’ultime stanno diventando sempre più diffuse visto la crescente complessità geometrica dei componenti da produrre per far fronte ad un mercato sempre più competitivo con elevati standard qualitativi, costi e time to market contenuti.

