
I processi indicati nella prima parte dell'articolo si riferiscono generalmente ai trattamenti termici sviluppabili mediante riscaldo in forno dell’intero componente. In questa seconda parte verranno presi in esame alcuni dei principali processi di trattamento termico per analizzarne le caratteristiche e gli ambiti di utilizzo.
Tempra ad induzione
Il processo di tempra ad induzione permette di trattare separatamente la superficie, dove si richiedono strutture martensitiche che forniscono durezza e resistenza meccanica, e il cuore del pezzo, dove si richiede di mantenere strutture ad elevata duttilità. Si tratta essenzialmente di un riscaldo ad induzione del volume superficiale del pezzo da trattare seguito da un rapido raffreddamento.
I principali vantaggi dei processi di riscaldamento a induzione sono un aumento molto rapido della temperatura (alta produttività), un riscaldamento locale e preciso (trattamento superficiale o profondo), una bassissima inerzia del sistema (risparmio energetico), la facilità di controllo e automazione, pulizia inerente alla sua modalità di funzionamento e un'ottima riproducibilità. Per questo motivo, tale processo ha riscontrato notevole successo nel trattamento di componenti per il settore delle trasmissioni, dove devono essere assicurate elevate precisioni su grandi serie.
Il riscaldamento a induzione consiste nel posizionare un induttore, o in altre parole un solenoide di forma più o meno complessa, attorno alla parte da riscaldare, oppure vicino ad una zona prescelta della parte quando si vuole riscaldare localmente. La corrente alternata fornita dall'induttore produce un campo magnetico. Quando un materiale conduttore viene posto in questo campo magnetico, compaiono correnti elettriche chiamate correnti di Foucault che generano calore per effetto Joule a causa della resistività del materiale stesso. L'afflusso di calore non è uniforme ma è maggiore sulla superficie del materiale e diminuisce verso le profondità interne a causa della distribuzione della corrente indotta.
Questo è ciò che viene definito effetto pelle. Una quantità caratteristica, chiamata profondità della pelle o profondità di penetrazione, viene utilizzato per gestire il processo in modo da poter eseguire una tempra localizzata solo riscaldando la superficie del pezzo, oppure riscaldare anche l’interno del pezzo prima di un'operazione di forgiatura.
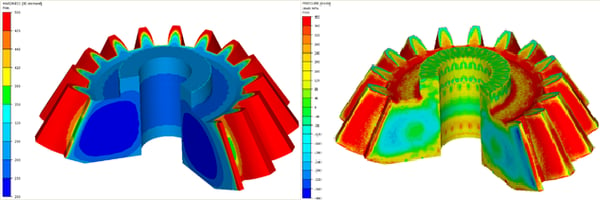
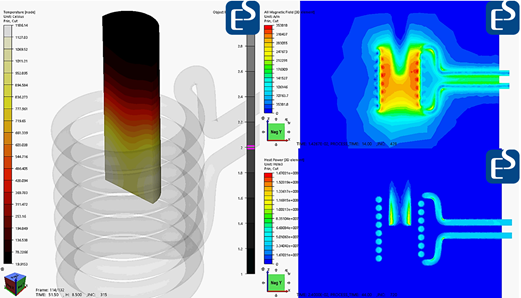 Simulazione del processo di riscaldo ad induzione, con evidenza della distribuzione di
Simulazione del processo di riscaldo ad induzione, con evidenza della distribuzione di
temperatura (sinistra), campo magnetico (sopra) e flusso termico (sotto)
I parametri elettromagnetici dei materiali quali permeabilità magnetica e conducibilità elettrica sono influenzati dalla temperatura. Può tuttavia essere complicato ottenere le leggi di evoluzione precise per questi parametri, in quanto la conduttività elettrica non dipende solo dalla temperatura ma anche dalla microstruttura e dalla composizione chimica. Anche la permeabilità magnetica è un parametro la cui evoluzione è relativamente complessa. Questo perché la sua evoluzione è diversa a seconda che il materiale sia ferromagnetico o non magnetico. Inoltre, i materiali ferromagnetici diventano non magnetici al di sopra di una temperatura chiamata temperatura di Curie.

I parametri caratterizzanti il processo sono quindi estremamente vari, quali geometria dell’induttore, materiale in lavorazione, intensità di corrente, frequenza, presenza di concentratori e relative modalità di controllo della macchina di riscaldo ad induzione. Vediamo diversi profili di trattamento al variare dei parametri citati.
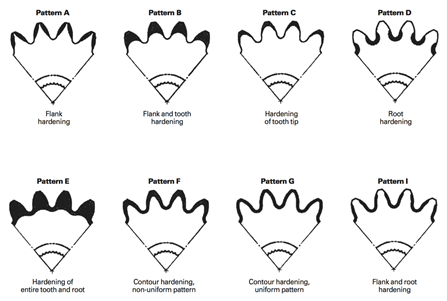 Profili di trattamento termico ad induzione su ruote dentate [5]
Profili di trattamento termico ad induzione su ruote dentate [5]
Tali configurazioni possono essere agilmente valutate attraverso la simulazione di processo. A parità di geometria di induttore, possono essere testate virtualmente diverse configurazioni dei parametri elettromagnetici e/o sequenze degli stessi. Spesso infatti si ricorre a riscaldi in multifrequenza al fine di combinare gli effetti di basse frequenze (lunghi e ad elevata profondità) e di alte frequenze (rapidi e di superficie).
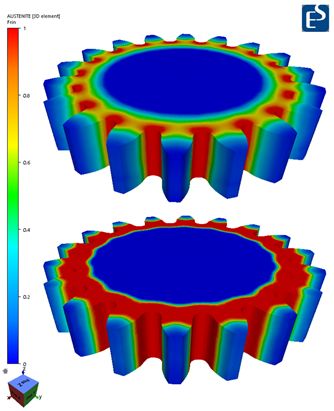 Distribuzione della percentuale di austenite in due processi di riscaldo ad
Distribuzione della percentuale di austenite in due processi di riscaldo ad
induzione: 4000 A, 5 kHz, 20 s (sopra), 4000 A 20 KHz, 5 s (sotto)
Alla luce delle osservazioni riportate, risulta evidente come la simulazione del processo di riscaldo ad induzione si presenti come un valido supporto alla progettazione, accoppiando, come riportato in:
- un solutore elettromagnetico, per la valutazione del calore generato dal campo magnetico a determinate condizioni di temperatura del pezzo, tenendo in considerazione le evoluzioni delle caratteristiche del materiale
- un solutore termomeccanico, al fine di valutare l’evoluzione di temperatura del pezzo, la variazione dei parametri caratteristici, le tensioni e le deformazioni generate date dall’espansione termica e l’eventuale variazione di fasi metallurgiche.
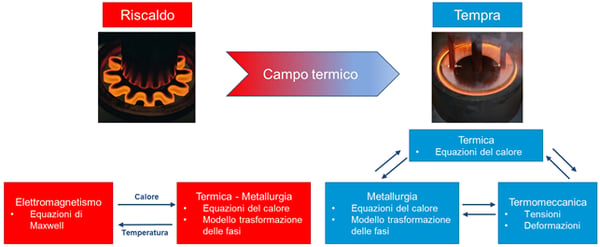 Modellazione del trattamento termico di tempra ad induzione
Modellazione del trattamento termico di tempra ad induzione
Il campo termico, nonché l’eventuale campo tensionale e le relative fasi metallurgiche vengono quindi trasferire alla simulazione di tempra ove, mediante l’adozione di un solutore termomeccanico accoppiato, è possibile valutare l’evoluzione della distribuzione delle fasi metallurgiche, delle tensioni residue e delle distorsioni del componente durante la fase di raffreddamento e a fine trattamento.
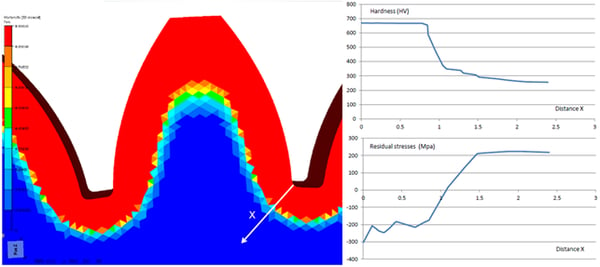 Distribuzione di martensite dopo tempra (sinistra) e andamento di durezza e tensione residua (destra)
Distribuzione di martensite dopo tempra (sinistra) e andamento di durezza e tensione residua (destra)
Cementazione
Come definito nella sezione dedicata all’influenza della composizione chimica, la presenza di elementi in lega permette la modifica dei campi di esistenza delle fasi metallurgiche. Per alcune tipologie di acciai, l’arricchimento superficiale in carbonio permette di migliorare la temprabilità del componente, ottenendo una struttura martensitica in superficie e mantenendo un cuore del pezzo ad elevati valori di duttilità. Tale processo di arricchimento prende il nome di cementazione.
Trascurando le interazioni tra il carbonio e altri elementi come ferro e componenti in lega (manganese, cromo, nichel, molibdeno, ecc.), La diffusione del carbonio all'interno del pezzo può essere descritta dalle leggi di diffusione di Fick. Poiché il flusso di diffusione e il gradiente di concentrazione vicino alla superficie variano nel tempo a causa dell'accumulo di carbonio, è considerata una diffusione non stazionaria.
Questo trattamento viene effettuato mediante riscaldamento dell’acciaio oltre la temperatura di austenitizzazione, mantenimento in atmosfera ricca in carbonio per un periodo temporale sufficiente a raggiungere la profondità desiderata e raffreddamento finale in mezzo temprante. Si ottiene in tal modo uno strato superficiale martensitico ad elevata durezza.
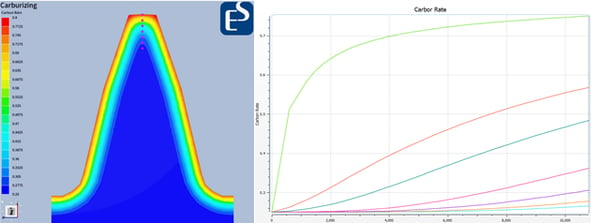 Evoluzione della percentuale di carbonio in acciaio C25 al variare del tempo di trattamento (linea verde = sensore più esterno)
Evoluzione della percentuale di carbonio in acciaio C25 al variare del tempo di trattamento (linea verde = sensore più esterno)
Il processo trae vantaggio dalla traslazione delle curve di trattamento termico al variare della percentuale di carbonio. In particolare, nel caso di acciaio C20, le curve si spostano verso temperature inferiori (in particolare l’inizio della trasformazione martensitica) e tempi più lunghi, i quali permettono velocità di raffreddamento meno critiche e conseguentemente una maggiore profondità dello strato trattato.
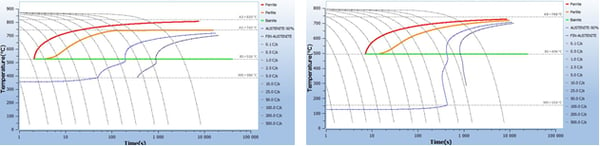 Curve di trasformazione anisoterma per acciaio a 0.2% (sinistra) e 0.8% di carbonio (destra)
Curve di trasformazione anisoterma per acciaio a 0.2% (sinistra) e 0.8% di carbonio (destra)
La simulazione numerica permette di analizzare gli effetti delle diverse percentuali di carbonio sul componente finale. In particolare, il progettista può valutare la distribuzione delle fasi metallurgiche nel componente a fine trattamento.
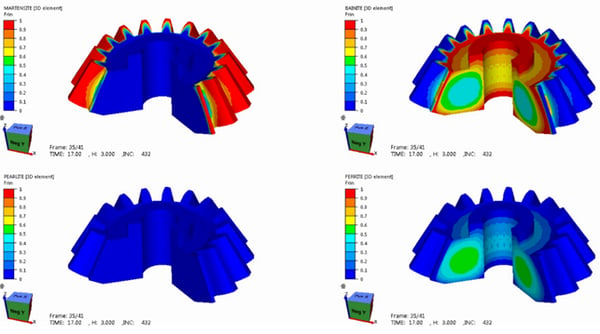 Distribuzione di fasi metallurgiche dopo tempra su componente cementato
Distribuzione di fasi metallurgiche dopo tempra su componente cementato
Il progettista può inoltre valutare la distribuzione di durezza e i campi tensionali residui, informazioni fondamentali per una corretta progettazione del componente.
 Distribuzione di durezza (sinistra) e tensioni residue (destra, rosso = compressione, blu = trazione)
Distribuzione di durezza (sinistra) e tensioni residue (destra, rosso = compressione, blu = trazione)
dopo tempra su componente cementato
Nitrurazione
Il processo termochimico di nitrurazione permette di ottenere uno strato superficiale con eccezionali caratteristiche di durezza e ridotto coefficiente di attrito. Tale trattamento si basa sul mantenimento dei componenti da trattate in atmosfere ricche di azoto (solitamente ammoniaca in forma gassosa o, più raramente, azoto allo stato di plasma o bagni di Sali fusi a base di cianuri), a temperature comprese tra 480 °C e 570 °C per tempi variabili tra qualche ora e qualche decina di ore.
Un componente nitrurato presenta nella zona più esterna uno strato di composti dell’azoto di colore chiaro, denominato “white layer”. Tale zona, avente spessore compreso tra tra 5 a 30 μm, presenta valori molto elevati di durezza (compresi tra 900 HV e 1200 HV in relazione al tipo di acciaio utilizzato) ed ha un basso coefficiente d’attrito.
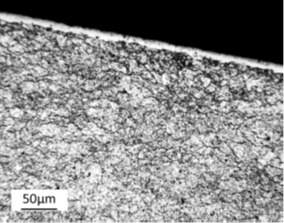 Strato nitrurato su acciaio 30CrMo12 (nitrurazione gassosa; durata: 24 ore; spessore coltre
Strato nitrurato su acciaio 30CrMo12 (nitrurazione gassosa; durata: 24 ore; spessore coltre
bianca: 12μm; profondità efficace: 350μm) [6]
La zona immediatamente sottostante viene denominata zona di diffusione ed è caratterizzata da una variazione della concentrazione di azoto (e conseguentemente della durezza ottenuta) progressivamente diminuente all’aumentare della distanza dalla superficie.
Lo spessore di tale zona è solitamente compreso tra 100 e 300 μm, ma si possono raggiungere 500 μm di profondità nel caso di trattamenti particolarmente prolungati. Il vantaggio principale di tale trattamento termico, oltre agli elevati valori di durezza ottenibili, è la possibilità di applicazione su componenti finiti e di non richiedere quindi lavorazioni di finitura alla macchina utensile. Grazie alle basse temperature di trattamento, infatti, la deformazione dei pezzi dopo trattamento è praticamente assente.
La simulazione di nitrurazione, al pari di quanto visto per la parte di cementazione, permette al progettista di ottimizzare il ciclo produttivo in termini di temperature e tempi di processo, nonché concentrazioni del mezzo nitrurante, in funzione delle profondità di trattamento richieste.
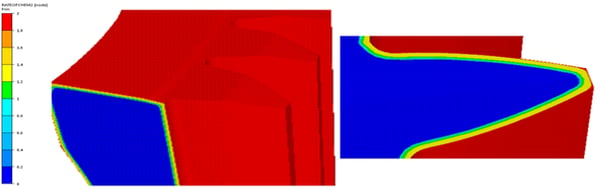 Simulazione del processo di nitrurazione con analisi della profondità di trattamento
Simulazione del processo di nitrurazione con analisi della profondità di trattamento
E’ stato evidenziato come la simulazione di processo, ed in particolar modo dei trattamenti termici e termochimici, si ponga come valido aiuto non solo a coloro che si occupano della definizione e relativa ottimizzazione dei cicli produttivi, ma anche dei progettisti di prodotto chiamati a considerare le reali caratteristiche meccaniche e metallurgiche dei componenti.
La simulazione permette di considerare gli effetti del processo produttivo sul componente, ottimizzandone il design e il conseguente comportamento in esercizio.
I vantaggi dell’adozione della simulazione di processo possono essere riassunti in:
- produzione più efficiente
- migliori performance di prodotto, in termini di qualità e costi
- riduzione del time-to-market, grazie alla riduzione/eliminazione delle fasi di testing e campionatura
- incremento di know-how aziendale condiviso e non basato solo sull’esperienza
- miglior dialogo tra cliente e fornitore e possibilità di sviluppare processi di co-design vista l’adozione di un linguaggio comune
