
Conoscere tutte le caratteristiche meccaniche del processo produttivo, in modo particolare i trattamenti termici e termo-chimici e le loro implicazioni sono fondamentali nella progettazione di un sistema di trasmissione. Grazie a strumenti avanzati di simulazione, oggi, è possibile prevedere queste condizioni in modo preciso ed affidabile per ottimizzare l’intero processo ed ottenere notevoli vantaggi in termini di qualità finale, riduzioni di scarti, consumi di materiale ed energia.
I processi produttivi
I principali processi produttivi per l’ottenimento di componenti destinati alle trasmissioni di potenza sono la deformazione plastica (a caldo o a freddo), la colata e l’asportazione di truciolo. Ciascun processo presenta vantaggi e svantaggi, conseguentemente la scelta della metodologia produttiva deve seguire logiche di producibilità, economicità e qualità.
Data la varietà di componenti dedicati al mondo delle trasmissioni meccaniche, in questo articolo ci limiteremo a trattare le ruote dentate e gli alberi di trasmissione ove i processi di deformazione plastica permettono di ottenere le proprietà meccaniche migliori in quanto le fibre del materiale vengono deformate seguendo la forma del pezzo.
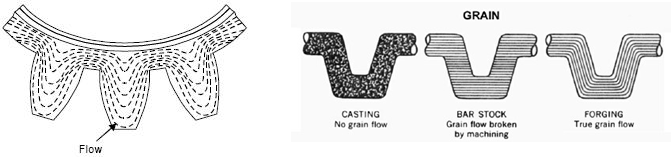
Distribuzione delle fibre nel caso di ruota dentata forgiata (sinistra) e nel caso di componenti
colati, lavorati alla macchina utensile e forgiati (destra)
In questo modo, le fibre del materiale si dispongono nella migliore direzione per sopportare i carichi esterni, traducendosi in migliori caratteristiche meccaniche quali, ad esempio, la resistenza a fatica.
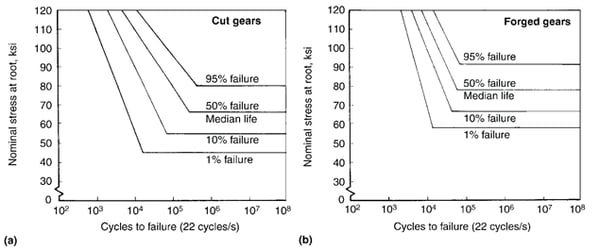 Curve di resistenza a fatica nel caso di ruote lavorate (a) e forgiate (b) [1]
Curve di resistenza a fatica nel caso di ruote lavorate (a) e forgiate (b) [1]
Tuttavia i processi di deformazione plastica presentano limiti alla dimensione e alla complessità dei componenti ottenibili, risultando economicamente vantaggiosi per serie medio-elevate. I processi per colata presentano invece maggiori varietà di forme e dimensioni ottenibili, in funzione del processo produttivo scelto (pressocolata, colata in sabbia, in gravità, ecc.). In entrambi i casi, i componenti prodotti devono essere molto spesso sottoposti a lavorazione per asportazione di truciolo per ottenere forme, tolleranze e finiture richieste.
Componenti finiti in unica operazione possono essere ottenuti mediante lavorazioni alla macchina utensile, le quali presentano sostanziali risparmi sulle attrezzature ma maggior consumo di materiale e proprietà meccaniche finali generalmente inferiori.

La simulazione dei processi di deformazione plastica
Analizzeremo in questa sezione i principali processi di deformazione plastica utilizzati per produrre componenti destinati alla trasmissione di potenza e i vantaggi derivanti dalla loro simulazione in fase di progettazione.
I processi di deformazione plastica si dividono essenzialmente in due categorie: a freddo o a caldo. Il processo può svolgersi “a freddo” nel caso il rapporto tra la temperatura del pezzo in deformazione e la temperatura del materiale costituente sia inferiore a 0.3. Si definisce invece un processo “a caldo” nel caso tale rapporto sia superiore a 0.6.
Grazie a soluzioni virtuali che sfruttano approcci termo – meccanici diventa possibile valutare correttamente il flusso di materiale durante il processo deformativo e, conseguentemente, i relativi campi termici e tensoriali. Solo così sarà possibile considerare la mutua influenza dei vari fenomeni presenti ed ottenere soluzioni precise anche in casi complessi.
Il progettista del processo produttivo può trarre notevoli vantaggi dall’implementazione di strumenti dedicati alla simulazione di deformazione plastica. Le analisi più comuni riguardano infatti la valutazione del corretto quantitativo di materiale da inserire tra gli stampi al fine di ottenere un completo riempimento della cavità, nonché l’analisi del comportamento delle attrezzature in termini di tonnellaggio pressa, usura e vita a fatica degli stampi.
Dal punto di vista del prodotto finale, si possono ottenere interessanti informazioni relative al livello di incrudimento del materiale in lavorazione e alla distribuzione di tensioni residue sul componente. Può essere inoltre analizzata la distribuzione della dimensione di grano cristallino, il quale influenza direttamente le proprietà meccaniche del materiale ed il comportamento a trattamento termico.
Stampaggio
Il processo di stampaggio di un materiale metallico si basa sulla deformazione plastica impressa ad un semilavorato iniziale a mezzo di due o più stampi opportunamente sagomati. Il processo di stampaggio permette di ottenere sia componenti quasi finiti, quali alberi o ruote dentate, sia semilavorati per successive operazioni alla macchina utensile, quali ad esempio anelli ed alberi preformati. Il processo viene solitamente sviluppato mediante presse meccaniche, quali eccentrico o ginocchiera, presse idrauliche o presse ad energia, quali bilanciere o presse a vite. La tipologia di pressa utilizzata è solitamente determinata dalle dimensioni del pezzo in lavorazione.
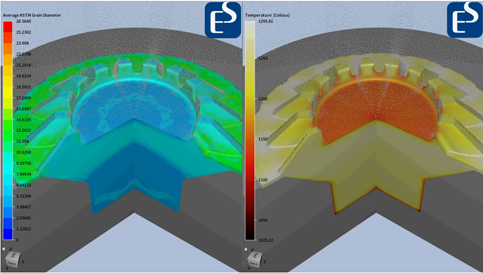
Simulazione di stampaggio di ruota dentata, con valutazione della dimensione del grano cristallino
(sinistra) e della temperatura (destra) a fine processo
La simulazione di stampaggio permette di anticipare eventuali problematiche in fase di stampaggio, quali mancati riempimenti e ripieghe di materiale, ottimizzando quantitativo di materiale, design delle attrezzature e utilizzo delle presse di produzione.
Formatura orbitale
A differenza del processo di stampaggio tradizionale, dove il contatto pezzo-stampi si sviluppa contemporaneamente sull’intera superficie, il processo di formatura orbitale permette di deformare progressivamente il componente grazie al movimento orbitale dell’utensile formatore. L’area di contatto si riduce quindi ad una porzione del totale, riducendo conseguentemente le forze necessarie alla formatura.
Grazie alle ridotte forze di attito generate nel processo, la formatura orbitale permette di ottenere maggiori deformazioni in senso radiale in un’unica operazione, a differenza del processo di stampaggio trazionale, ove talvolta si richiedono operazioni in sequenza con ricotture intermedie per eliminare l’incrudimento generato sul materiale.
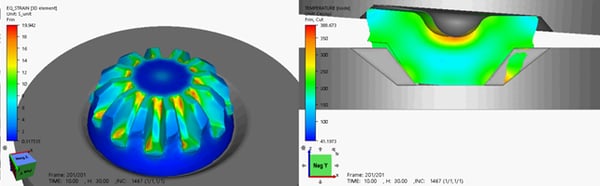 Simulazione di formatura orbitale di ruota dentata, con valutazione della deformazione
Simulazione di formatura orbitale di ruota dentata, con valutazione della deformazione
plastica (sinistra) e della temperatura (destra)
La simulazione di formatura orbitale permette di ottimizzare le cinematiche pressa quali di angolo di inclinazione del piatto formatore, di velocità di rotazione e di avanzamento, nonché la geometria degli utensili formatori al fine di ottenere la migliore qualità del componente finito.
Formatura assiale
La formatura assiale permette l’ottenimento di profili scanalati interni ed esterni mediante applicazione ripetuta di piccole deformazioni a freddo, con tolleranze di precisione da IT 5 a IT 6.
La qualità superficiale del profilo risulta essere notevolmente superiore rispetto ai processi quali estrusione o rullatura, i quali possono influenzare rettilineità, coassialità e cilindricità del profilo. Il processo si basa sull’utilizzo di un moto oscillatorio dell’utensile con frequenze comprese tra 5 e 20 Hz e ridotte velocità di avanzamento. In questo modo è possibile controllare il movimento di crescita del profilo, evitando trascinamenti di materiale e deformazioni del pezzo in lavorazione.
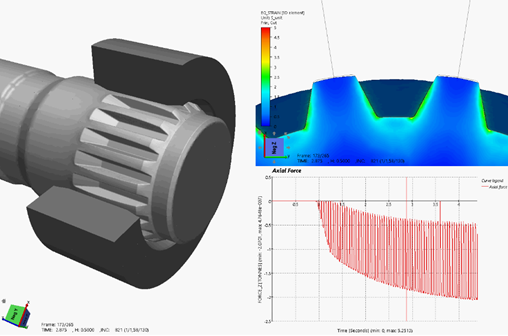
Simulazione FEM del processo di formatura assiale, con valutazione della deformazione
plastica (sopra) e del carico assiale sull’utensile formatore (sotto)
La simulazione di formatura assiale permette l’ottimizzazione delle geometrie degli utensili e la gestione delle cinematiche di processo, analizzando il corretto riempimento dei denti del profilo scanalato, il rispetto delle specifiche di tolleranza geometrica e la distribuzione di incrudimento e tensioni residue sul componente.
Formatura rotazionale
La formatura rotazionale, o rotary swaging, è un processo che permette la deformazione incrementale di componenti cilindrici a sezione piena o cava al fine di modificarne le dimensioni radiali ed assiali. Tale processo può essere utilizzato anche per l’ottenimento di profili scanalati interni, come nel caso di alberi scanalati.
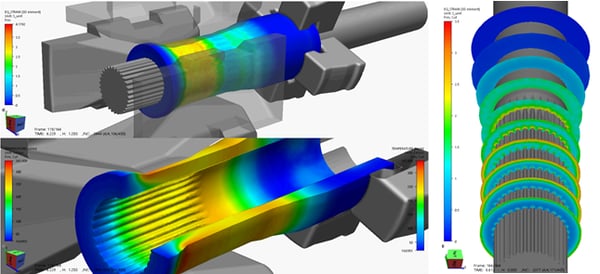 Distribuzione di deformazione plastica (sopra e destra) e di temperatura (sotto) nel caso di formatura rotazionale
Distribuzione di deformazione plastica (sopra e destra) e di temperatura (sotto) nel caso di formatura rotazionale
In questo processo, due o più utensili vengono movimentati in senso radiale ad altissima frequenza (fino a migliaia di colpi al minuto) mentre il componente in deformazione viene fatto muovere in senso assiale (fino a pochi decimi di millimetro per colpo). In questo modo è possibile ottenere componenti finiti ad elevate prestazioni e con notevole economicità di materiale e tempi di lavorazione.
La simulazione di processo permette quindi di valutare la corretta messa a punto del processo produttivo, in termini di frequenza di colpi e velocità di avanzamento, al fine di ottenere un componente completamente rispondente alle specifiche geometriche. Dal punto di vista del prodotto, il designer può valutare la reale distribuzione di incrudimento nonché le tensioni residue presenti, variabili entrambe influenzanti il comportamento in esercizio del componente.
E’ stato evidenziato come la simulazione di processo si ponga come valido aiuto non solo a coloro che si occupano della definizione e relativa ottimizzazione dei cicli produttivi, ma anche dei progettisti di prodotto chiamati a . La simulazione permette di considerare gli effetti del processo produttivo sul componente, ottimizzandone il design e il conseguente comportamento in esercizio.
I vantaggi dell’adozione della simulazione di processo possono essere riassunti in:
- produzione più efficiente
- migliori performance di prodotto, in termini di qualità e costi
- riduzione del time-to-market, grazie alla riduzione/eliminazione delle fasi di testing e campionatura
- incremento di know-how aziendale condiviso e non basato solo sull’esperienza
- miglior dialogo tra cliente e fornitore e possibilità di sviluppare processi di co-design vista l’adozione di un linguaggio comune
